

famatsiana vy stainless welding electrodes aws e308 e308l
Toetra sy fampiharana
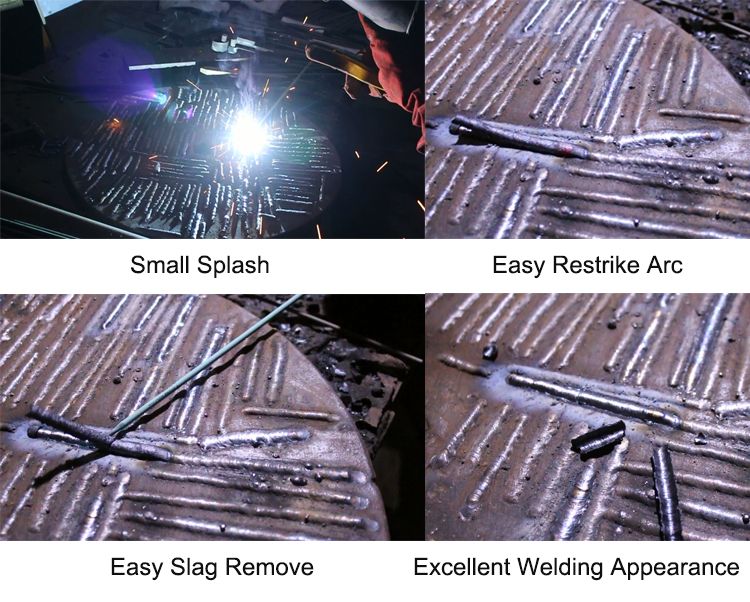
TheweldmetalofE308/308Lisa19Cr-10Ni austenite microstructure izay misy ferrite voafetra.Famotsorana inslag tsara indrindra, fisehon'ny vakana weld, fahavitrihana, fanoherana ny harafesina amin'ny hafanana avo dia azo.Mety amin'ny fametahana ny vy AlS1-304, ny vy AlSI-301 ary ny vy AISI-302 amin'ny toerana rehetra.
Metal fototra mety ho an'nyE308/308L: takelaka manify tsy misy pentina, hoop, sodina, sodina tsy mitongilana, sodina mafana, takelaka fanerena, bar vy, forge.
Fanamarihana momba ny fampiasana
1. Diovy ny loto eo amin'ny lavaka metaly fototra ary afindrao amin'ny borosy vy tsy misy pentina
2. Mitazona arclength fohy araka izay azo atao dia tena soso-kevitra.Raha manao welding amin'ny fomba fanenona, dia tokony hofehezina ao anatin'ny 2,5 heny amin'ny diavin'ny tariby ny elanelana mihetsika.
3. Amainina ny electrodes amin'ny 250 ~ 300 ℃ mandritra ny 60 minitra alohan'ny fampiasana.Esory ny consumables ho an'ny antsasaky ny andro fanjifàna ary tehirizo ao amin'ny tontolo iainana amin'ny 100 ~ 150 ℃ mandritra ny dingana welding
4. Mampiasà tondra-drano ambany kokoa mba hisorohana ny fikorontanana sy hampihenana ny fandotoana metaly fototra.
Description
| MODELY | GB | AWS | Savaivony (mm) | Karazana coating | amin'izao fotoana izao | fampiasana |
| CB-A102 | E308-16 | E308-16 | 2.5-5.0 | Sokay-titania karazana | DC | Ampiasaina amin'ny fikojakojana ny harafesina mahatohitra 0cR19Ni9 sy 0Cr19Ni11Ti rafitra stainlesssteel ambanin'ny 300︒C |
Famoronana simika amin'ny metaly napetraka (%)
| C | Mn | Si | S | P | Cr | Ni |
| ≤0.02 | 0.85 | 0.70 | 0.030 | 0.010 | 19.3 | 9.5 |
Toetra mekanika amin'ny metaly napetraka
| Henjana (Mpa) | Elongation(%) |
| 570 | 45 |
Fonosana


Ny Ozininay


fampirantiana








Ny fanamarinanay









